銅配管のロウ付け方法と必要道具のご紹介!


知っておきたいロウ付け作業の手順と工具
機器入替え工事やリフォーム現場で既存の配管が銅管だった場合、コストを抑えようとするなら既存配管に合わせて「M銅管」や「被覆銅管」を継ぎ足す方法がベストです。
ロウ付け作業手順
銅配管のロウ付けには以下の手順を踏む必要があります。
工程①:銅管を必要な長さにカットする
工程②:カットした銅管を研磨し、酸化被膜、腐食、汚れ、油脂残留物をきれいに除去する
工程③:銅管の切断面の外部と内部のバリを取り除く
工程④:管の外周にフラックスを塗布し、その後継手を1〜2回転させてフラックスを均一になじませつつ、継手に差し込む(フラックスは金属同士の接合を補助する)
工程⑤:バーナーを使用して継手の接合部を加熱する。適切な温度に達すると、銅管の色がきれいなピンク色に変わり、炎も薄緑色へ。この時点で、銅管と継手の隙間にソルダーワイヤーを全周にわたり塗布し、その後さらにソルダーワイヤーを盛り、加熱しながら全体になじませる
以上がおおよその工程です。
工程①銅管を必要な長さに切断する「銅管用チューブカッター」
銅管を切断する「チューブカッター」は、ベアリング内蔵で作業性に優れたタイプや、狭所でも回転させやすいミニタイプなど多くの種類があります。その中でも、状況によって使い方を分けられる2 in 1の「スプリング式チューブカッター(商品コード:32573)」なら多くの現場で活躍できます。

銅管用チューブカッターは一部を除き1丁から当日出荷可能です。替刃もラインナップしています。
工程②ロウ付け作業前の磨きに「ナイロンたわし」
ロウ付け作業前の銅管や継手磨きに欠かせないのが「ナイロンたわし 10枚入(商品コード:R45268)」。特殊加工樹脂により、銅管の酸化被膜、腐食、汚れ、油脂残留物をきれいに除去します。銅管サイズを問わず素早く清掃できます。

1箱10枚入りで現場別に分けて使用できる「ナイロンたわし 10枚入(商品コード:R45268)」1箱から当日出荷可能です。
| 商品コード | サイズ/枚 | 入数 |
| R45268 | 全長135×幅60mm×5.0mm | 10枚入り |
工程③切断面のバリを取る「ユニバーサルリーマ」
「ユニバーサルリーマ」は、上下ひっくり返して配管の内面と外面のバリを取りながら真円を出すことができます。適合配管は銅・鉄、ステンレス、アルミ、真鍮、プラスチック。金属管全般に使える切削能力と抜群の耐久性を誇るパイプリーマです。バリ取りを怠るとロウ付けが失敗する可能性があり、またバリが機器等に入り込み故障の原因となりますので必ずバリを取るようにしてください。

「ユニバーサルリーマ」は、それぞれ1個から当日出荷可能です。
| 品番 | 適合銅管サイズ | 刃枚数 |
| R11006X | φ6~φ35 | 36枚刃 |
| R70075 | φ9~φ54 | 39枚刃 |
工程④必要最小限に塗布するのがコツ「フラックス」
「フラックス」は、ロウ付けの「ぬれ」を効果的に促すための促進剤です。金属表面の酸化皮膜を除去して金属どうしが接合するのを補助します。必要最小限に塗布し、接合部の管端3~5mm離して銅管外面に塗布します。そこで気をつけるのは「継手内面には絶対に流入させない」こと。思い込みでフラックスは多く塗布した方がロウ付けに良いと思っている方がいらっしゃいますがこれは間違いです。フラックスの塗布量が多いと、ロウ付けに悪影響を及ぼす事になり、ロウ付け後の腐食の原因となりますのでご注意ください。
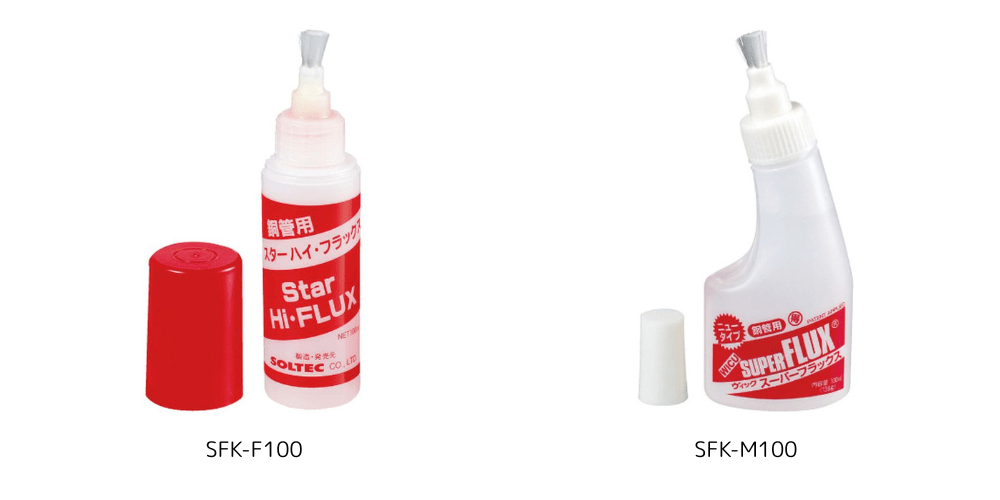
緑青が出にくい弱腐食性のフラックスは、2種類とも当日出荷可能です。容器が異なりますので、塗布しやすい方を選んでください。
| 商品コード | 活性温度 | 適合母材 | 容量 |
| SFK-F100 | 180~400℃ | 銅管・真鍮 | 100cc |
| SFK-M100 |
工程⑤銅管を均一に加熱するトーチバーナー「スーパーリング」
トーチバーナー「スーパーリング」は、リング式の炎を特徴とし、パイプを効率良く加熱することでロウ付け作業時間の短縮が可能です。最高温度が2100℃に達するため、十分な火力を提供します。このバーナーは、直径22.22mmまでの銅管に使用できるため、幅広い用途に対応しています。

トーチバーナー「スーパーリング」の本体のみは当日出荷可能です。
| 商品コード | 最高温度 |
燃焼時間 |
||
| 本体のみ | ボンベ(3本入) | 本体 + ボンベ | ||
| ST-450R | HG-200 | ST450SR | 2100℃ | 約100分 |
工程⑤銅管と継手の隙間を塞ぐ「ソルダーワイヤー」
「ソルダーワイヤー」を使用する銅管の適温は270~320℃です。ガストーチバーナー加熱の場合、適温になると銅管の色が奇麗なピンク色となり、同時に炎の色が薄緑色になります。このタイミングでガストーチバーナーを外し、炎が当たっていた銅管の反対側にソルダーワイヤーの先を差します。なお、銀含有量の多いSK-Y500Aは、JIS Z 3282(H96Ag3.5A)適合品です。
注意:ソルダーワイヤーは温度の低い方から差すことが原則です。

銀の含有量で選択できる「ソルダーワイヤー」は1個から当日出荷しております。
| 商品コード | 銀含有量 | ロウ付け温度 | 太さ | 質量 |
| SK-Y500 | 3.5% | 260~300℃ | φ2.0 | 500g |
| SK-Y500A | 0.5% | 250~300℃ |
まとめ
銅配管のロウ付け作業は、最新のワンタッチ継手に比べて作業時間が長くなる傾向にあります。しかし、この工法はシール材やパッキンを使う止水方法と比べて耐圧性が高く、長期間にわたる止水性能が期待できます。また、配管と継手が美しく、コストも抑えられるという利点もあります。
※この記事は2019年7月5日に公開した内容に、修正を加え2025年6月17日に再度公開しました。
寺島 佳希
最新記事 by 寺島 佳希 (全て見る)
- 消火器点検を忘れずに!アナログだけど管理に便利な『消火器点検ステッカー』 - 2025年12月5日
- 温水暖房システムに使える【ニップル】徹底活用ガイド - 2025年12月5日
- 漏水リスクを低減する防水換気スリーブ - 2025年12月2日