現場で役立つ!冷媒配管の施工品質を高めるポイント

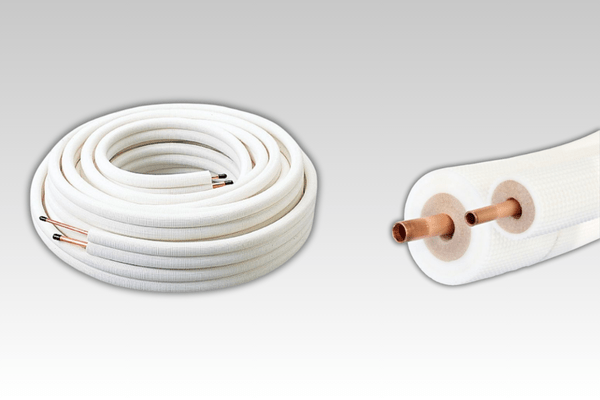
冷媒用被覆銅管(冷媒管)とは何か?その重要性
そもそも、冷媒管(クーラーパイプ)とは何でしょうか?JCDA0009に規定されている冷媒管とは
- 【原管JIS H 3300「銅及び銅合金の継目無管」に規定する銅管によるC1220(リン脱酸銅管)】
- 【保温材JIS A 9511「発泡プラスチック保温材」に規定するA種ポリエチレンフォーム保温等2種で難燃性を有するもの】
からなります。
施工効率を高める!冷媒管の正しい施工手順
ここでは、エアコン工事に欠かせない冷媒管の施工手順を整理します。
正確な切断と下準備
寸法の測り間違いや不適切な切断は、材料の無駄や再加工の手間を増やし、結果的に施工時間の延長につながります。保温材をつぶさないよう留意して管を巻き戻します。
保温材の切断
保温材はカッターナイフを使って銅管に対して垂直に切断します。銅管に傷をつけるとガス漏れの原因となることがあります。
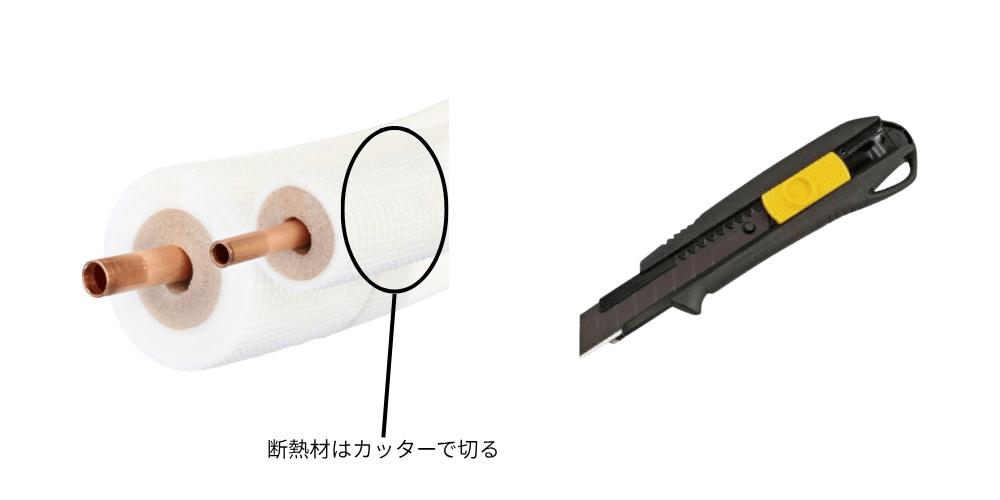
断熱材はカッターナイフで切断します。
銅管の切断
銅管は、管に対し直角にあてがったチューブカッターをゆっくり締め込みながら回転させ、銅管に変形が無いよう切断します。なお、金ノコやグラインダーで切断すると切粉が銅管内部に残るため絶対に使用しないでください。
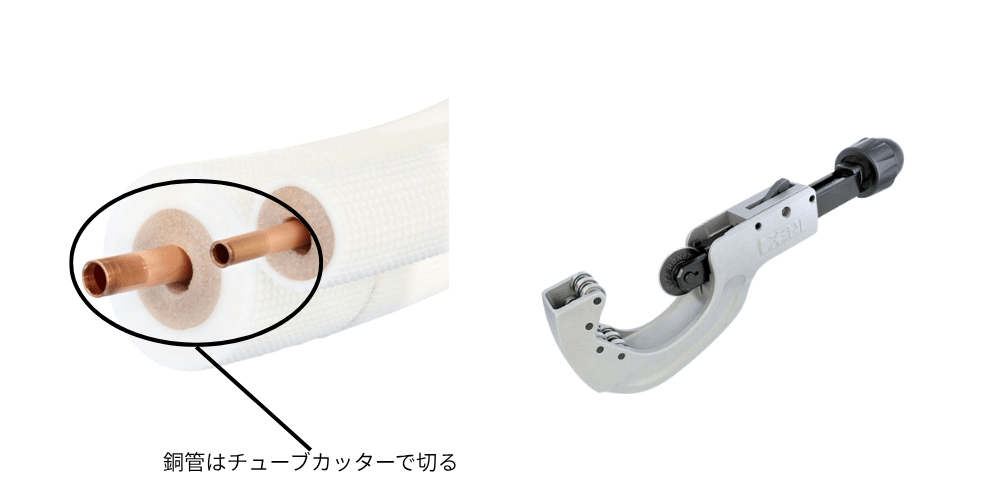
銅管はサイズに合ったチューブカッターで切断します。
バリ取り
チューブカッターで切断した銅管は、内面にまくりが出ます。これを削り取りとることでフレア加工等がスムーズに行えます。この作業にはリーマーやスクレーパー等専用工具を必ず使用してください。なお、バリ取り作業は、銅管を下向きにして削り粉などが銅管内に入らないようにしましょう。
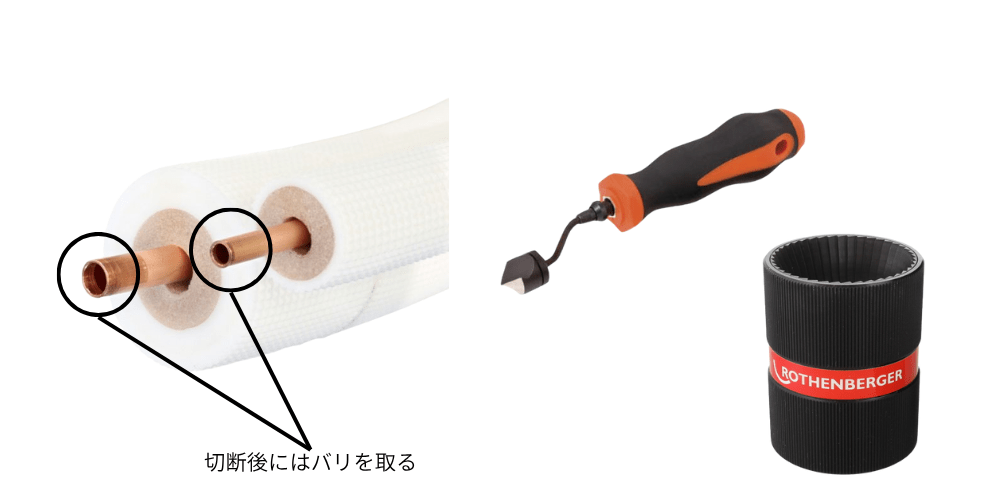
リーマーやスクレーパでバリ取りします。
サイジングツールで真円修正
真円が出ていないままフレア加工すると、偏肉になったり、ロウ付け作業で継手が入らなかったり、ロウ材がうまく回らなかったりといった不具合につながります。バリ取りの後は、必ず冷媒管用サイジングツールで真円矯正します。
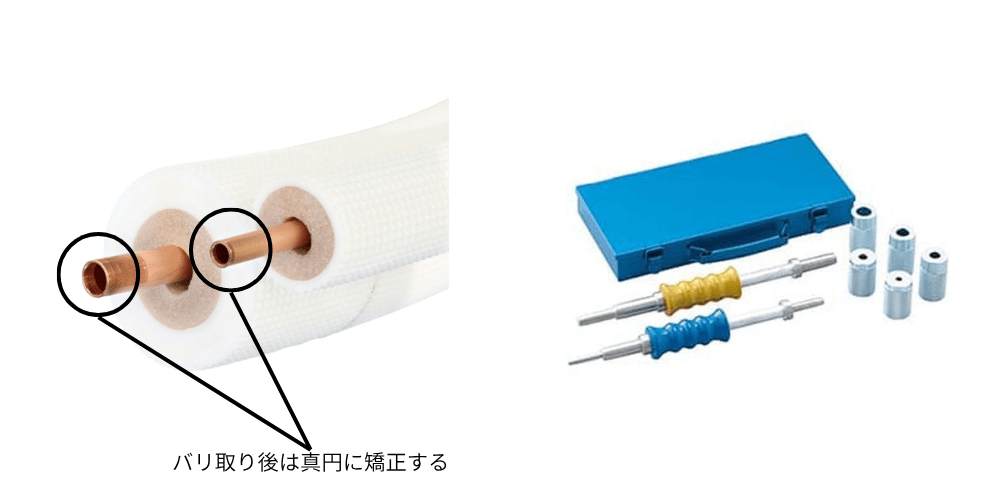
サイジングツールで真円に矯正します。
銅管の曲げ加工のコツ
現場に合わせて冷媒管を曲げ加工します。注意する点は、扁平させない・座屈させない・しわを作らないの3点です。座屈など、失敗をすると材料の無駄だけでなく、大幅な時間ロスにも繋がります。
手曲げの基本
冷媒管を手で曲げる場合は、曲げたい箇所の内側を両手の親指の腹で抑え、徐々に管端方向に親指をずらしながら曲げていきましょう。最小曲げ半径は、6.35~12.7までは銅管外径の6倍以上にしてください。15.88以上は銅管外径の10倍以上です。いきなり大きく曲げたり、最小曲げ半径以下で曲げようとすると、扁平・座屈します。少しずつ曲げるようにしましょう。
ベンダ曲げの活用
より小さい曲げ半径で美しい仕上がりを求める場合は、ベンダを使用しましょう。最小曲げ半径は、銅管外径の4倍以上まで小さくできます。ベンダ使用の注意点は、シワを作らないことです。シワがあると銅管が熱収縮を繰り返した時に、シワの谷部に応力が集中し、ひずみ硬化が蓄積し銅管が割れることが懸念されます。
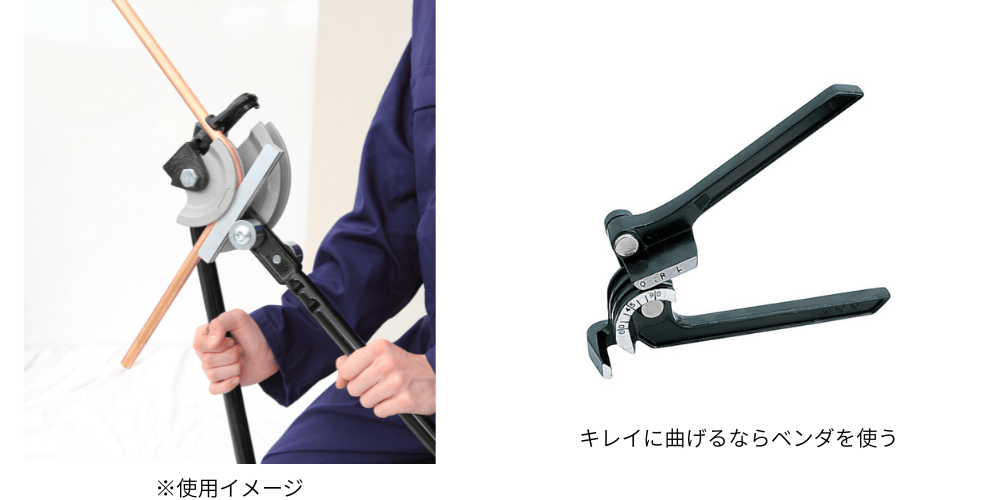
小さい曲げ半径で曲げる場合や、口径の大きい銅管を曲げる場合にはベンダが有効です。
銅管の接続
冷媒ガスの漏洩は、エアコンの性能低下だけでなく、重大な事故にもつながりかねません。確実な接続を心がけましょう。
フレア接続
フレア加工
銅管専用のフレアツールを使用して加工してください。施工後のフレア管端部外径寸法は、JIS 8607で規定する下記表の通りです。
| 呼び | 管外径 | 第2種冷媒フレア外径 |
| 1/4 | 6.35 | 9.1 |
| 3/8 | 9.52 | 13.2 |
| 1/2 | 12.7 | 16.6 |
| 5/8 | 15.88 | 19.7 |
| 3/4 | 19.05 | 24.0 |
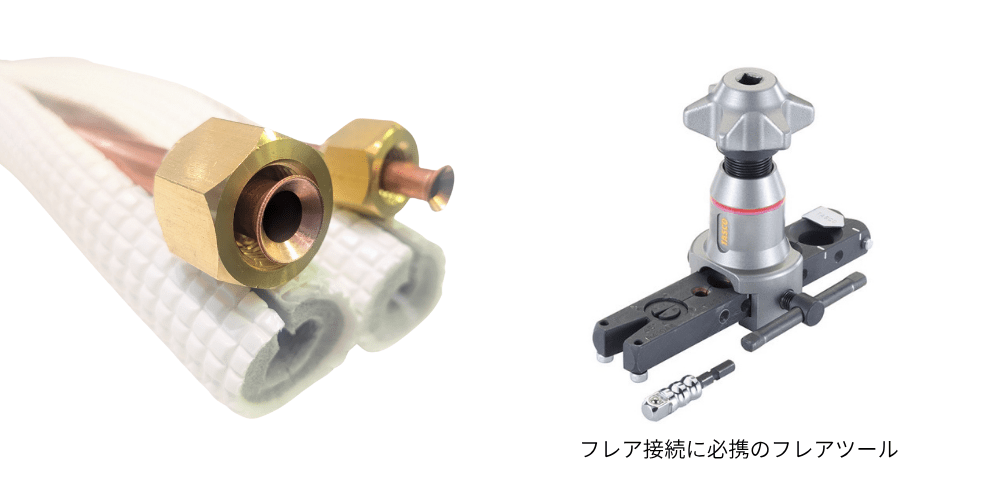
フレア加工も漏れに直結するので慎重に作業してください。
詳細については、フレアツールの記事にまとめていますのでご覧ください。
接続部の取り付けとトルク管理
フレアナットの締めつけトルクはJIS8607で規定する下記表の通りです。トルクが低いと冷媒が漏洩し、高いとフレアナットの応力腐食割れの原因となります。モンキーレンチで勘に頼る作業ではなく、トルクレンチを使って正しいトルクで接続しましょう。
| 呼び | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 |
| トルク(N・m) | 16±2 | 38±4 | 55±6 | 75±7 | 110±10 |
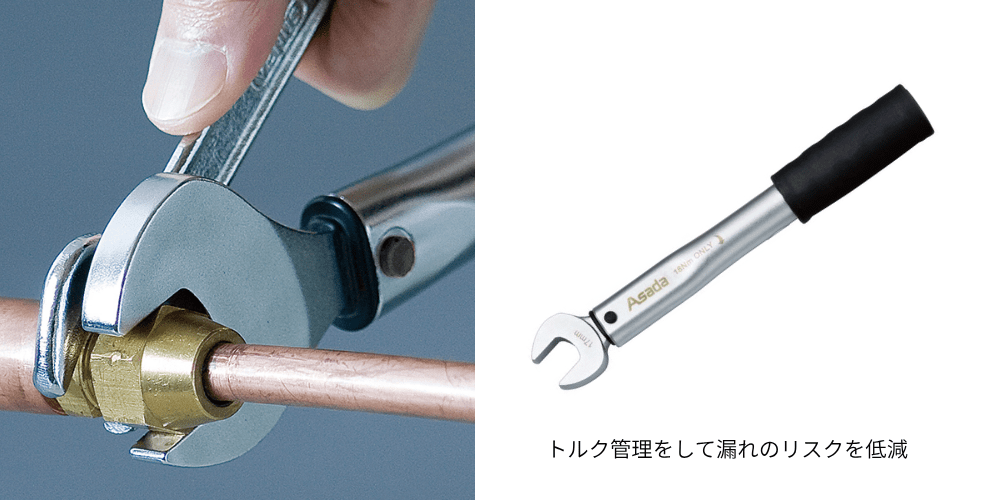
トルクレンチを使えば簡単に規定トルクで締められます。
こちらも詳細はトルクレンチの記事にまとめています。
冷媒漏れ防止剤の併用が推奨
フレア接続は、冷媒漏れの事故につながりやすい工程です。細心の注意を払い施工しましょう。より、安心するためにフレア面に「冷媒漏れ防止剤ナイログ(商品コード:RT201B)」を使用することもオススメしています。
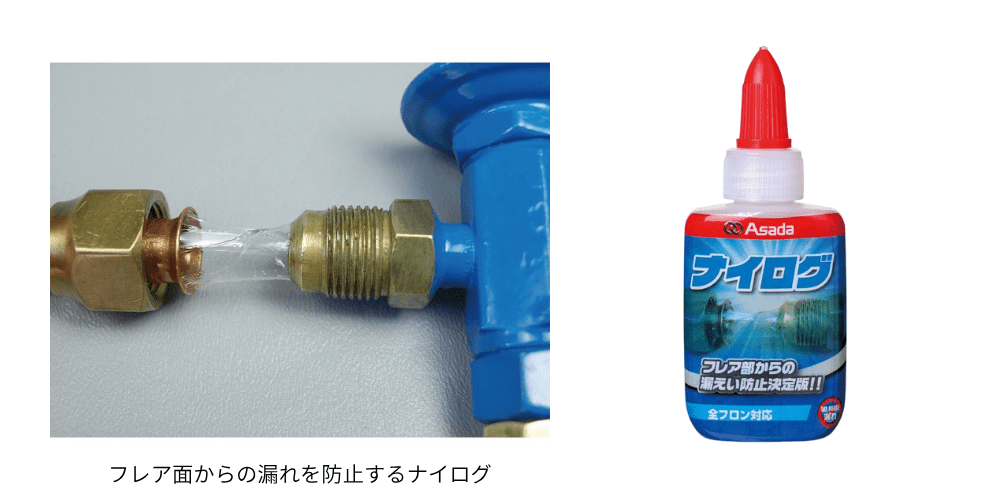
冷媒漏れを起こさないためにも「ナイログ(商品コード:RT201B)」の使用がオススメです。
ロウ付け接続
銅管の接続にはフレア接続の他にロウ付け接続もあります。火を使えない現場も増えてきているため使用頻度が少なくなっているかもしれません。一部重複している部分もありますが、ロウ付けの手順をまとめた記事もありますので参考にしてください。
ワンタッチ継手を使った接続
火が使えない、フレア加工するスペースもない、といった現場ではワンタッチ継手が活躍します。特に狭所での作業で大幅な時間短縮が見込めます。ワンタッチ継手「エフ-1」についての記事もありますので、狭い現場がある場合にはご確認ください。
保温材の接続
保温材は長さ方向で最大2%程度(4m当たり約8cm)収縮します。保温材収縮による隙間からの結露が事故につながる場合があります。結露事故を無くすために隙間を作らないよう処置が必要になります。
保温材の調整
接続部の端面の汚れ、脂分、水分等をよく取り除き隙間ができないよう接続面を整えましょう。
接続
保温材端面に隙間が生じないように突き合わせて「保温材接続テープ(商品コード:JTA-100-I)」を用いて保温材の接続部がテープの中央になるよう巻き付けます。その後、巻き付け部を手でしっかりなじませてください。

アルミ素材の「保温材接続テープ(商品コード:JTA-100-I)」は、高粘着力で接続部をしっかり保持します。
まとめ
冷媒管の施工手順と注意ポイントは以下6点です。
- 保温材の切断ではカッターナイフを用いて銅管を傷つけないようにする
- 銅管の切断では専用チューブカッターを用いて銅管が変形しないようにする
- バリ取りは銅管を下向きにしてリーマーやスクレーパーの削り粉が管内に入らないようにする
- 銅管が変形している場合は冷媒管用サイジングツール用いて真円矯正する
- 管の曲げ加工は「扁平させない、座屈させない、しわを作らない」ようにする
- 保温材は約2%収縮するので隙間を作らないように接続する
施工業者の皆様は特別な意識はしていなくても普段から実践していることばかりだと思いますが、これらの基本を徹底することで、作業時間の短縮と施工品質の向上を実現し、顧客満足度の向上、ひいては皆様の事業の発展に繋がります。
※本記事は2020年4月23日に公開しましたが、修正を加えて2025年8月7日に再度公開しました。
寺島 佳希
最新記事 by 寺島 佳希 (全て見る)
- 今さら聞けない引掛シーリングの使い分け!丸型・角型・ローゼットの選定基準とは? - 2026年3月18日
- 1種類で多くの露出ガス栓に対応できる藤井合金製作所の『ガス栓固定台座』 - 2026年2月25日
- 埋込できなくてもOK!ガス衣類乾燥機を設置できる『露出型ガスコンセント』活用術 - 2026年1月28日